Shenzhen Dehong Vision Technology Co., Ltd.
Phone: 137 2892 0823
Fax: 0755-2372-6873
Email: 908450505@qq.com
Website: www.dhkj123.com
en.dhkj123.com
Address: Goldman Sachs Building, No. 18 Shajing
Center Road, Baoan District, Shenzhen
Image recognition machines for automatic inspection, workpiece processing and assembly automation, and control and monitoring of production processes.

The image recognition process of the industrial vision system is to extract relevant information from the original image data and describe the content of the image in a high-level manner in order to explain and judge certain content of the image. Industrial vision systems can be viewed as primary machine vision systems that have been simplified for tasks. Almost all industrial production fields need to use machine vision to replace human vision, especially those vision tasks that require high speed, accuracy or reliability require industrial vision systems. The automatic inspection realized by the industrial vision system can connect computer-aided design and computer-aided manufacturing, and it is the center of computer integrated design and manufacturing.
General structure: According to the existing technology level, the performance of practical industrial vision systems is far less than that of machine vision systems in the laboratory. The requirements for industrial vision systems are low cost, high reliability, and fast speed. Therefore, the system is usually simplified for known site conditions, such as arranging a certain layout between the camera and lighting, and limiting the number and characteristics of visual objects. The following figure is the general structure of the industrial vision system, including lighting, cameras, image preprocessing and data compression, image storage, and image interpretation. The data from the camera is stored in the computer's memory for data compression and interpretation. The role of image preprocessing is to enhance the image and suppress noise. Due to the need for fast interpretation of sequential images, a data compression device is usually set at the front stage
Lighting 照明 The lighting part is the key to the vision system under modern technology. In order to make the system work effectively, people try to make a clear contrast between the target and the background. Some even refer to industrial vision systems as "controlled lighting computer vision." The layout of lighting can be roughly divided into 4 types: ① backlight, which can produce strong contrast, is often used in binary image recognition technology. For example, to sort parts on a conveyor belt. ② Diffuse top light, suitable for identifying separated parts or parts with unknown surface orientation, such as flat objects mixed in a box. ③ Direct top light, which can produce a reliable high-contrast image when the target surface is stable, and is suitable for binary image recognition. Flat parts with slightly rough surfaces can produce bright and stable image areas. Strong light can be set on curved or flat polished surfaces. ④ Structured light, that is, the laser spot, beam or net is used to illuminate the scene, which is used for triangulation of the scene's three-dimensional information. For example, a welding beam is illuminated with a laser beam to measure three-dimensional information about the position and shape of the welding groove.
Videography: Cathode ray tube or solid-state cameras are often used to obtain image data. For high-precision measurements, line scan cameras can be used. Solid-state cameras have great advantages in industrial vision systems, and their advantages are high reliability, long life, and stable imaging. Solid-state cameras are comparable to vacuum tube cameras in price.
Image preprocessing: Its role is to improve image quality for image recognition. Typical image pre-processing has four steps: ①Shadow correction, that is, smooth compensation for uneven illumination on the scene. ② Gray correction, that is, linear or non-linear transformation of the input gray value to improve the image quality. ③ Noise filtering, usually using low (frequency) pass (over) operator to suppress noise. ④ Image enhancement, that is, image contour enhancement, using a high (frequency) pass (over) operator.
Compression The simplest data compression technique is to take the threshold value of the gray level of the image and generate a binary image. Binary images can be further compressed. Compression by region and compression by contour are two basic data compression methods. They can be used for both binary and grayscale images. However, in the industrial vision system, the compression method by region is often used for binary images, and the compression method by contour is often used for grayscale images. This is because early industrial vision systems mostly used binary images, and the processed components could be identified by the overall regional features, but it was more difficult to obtain reliable regional features from grayscale images. Binary image compression by region divides the image into several connected regions. This is done through connectivity procedures, with each area numbered at the same time. For each area, typical characteristic parameters such as area, center of gravity, moment of inertia, number of holes, length of contour line, minimum circumscribed rectangle, etc. are calculated. These characteristic parameters are used as input for the next image interpretation. The contour-based compression of gray-scale images is to extract contour features such as straight lines, corners, and arcs from the enhanced image, or to obtain a set of line segments representing the slope of the contour line direction. In the latter method, errors such as line segment loss, fragmentation, and coincidence often occur, which need to be judged with prior knowledge of the scene. Data compression is sometimes regarded as image segmentation, but it is actually simpler than image segmentation that divides the image into meaningful units.
Image interpretation It is a high-level description of the image content according to the task. It is based on image-based model matching. A model is a description of the shape of an ideal pattern to be identified, including a collection of all possible partial distortions, translations, or rotations. Taking one of the patterns as a prototype, the explanation is to find the prototype that best matches the compressed data and give an explanation using the parameters that describe the model. The simplest model matching method is template matching, which is only suitable for occasions with few prototypes, and it is also computationally intensive. In general, a large number of prototypes need to be considered. At this time, search, relaxation and clustering methods can be used, but they are not ideal for industrial vision systems. These methods have been used to initially solve the problem of identifying overlapping workpieces. Although the relaxation method and clustering method have been very common methods for image interpretation in the laboratory, they have not been widely used in the design of industrial vision systems due to their high cost.
The primary indicator of modeling and designing industrial vision systems is flexibility. The cost of designing a general industrial vision system at the current level of technology is too expensive. So modularizing software and hardware is a possible way to solve this problem. The key is to specify a type of problem, and build a hardware and software structure for it. In this type of problem, you can directly change the model parameters to adapt the system to the problem being processed. Human-computer interaction is used to find the system's reference scene and selectable parameters derived from the scene. This approach actually implies human experience in the recognition process, that is, people's views on what are the reliable and meaningful features of the image. A fully automated "teach-in" approach is yet to be developed.
Applications Industrial vision systems can be used for a wide variety of tasks. According to the application, the following examples can be cited: for target positioning, orientation and identification; defect inspection (such as cracks in metal components); sorting (such as picking nuts from the shell); grading (such as calculating the lean rate of meat); determination Liquid level in bottles or cans; online measurement of food, cloth or machined parts; inspection of assembly correctness; inspection of food, cosmetics, and pharmaceutical contamination; detection of chemical leaks; instrument calibration; tool wear testing and product packaging Inspection, etc. The industrial vision system can be roughly divided into three categories: automatic inspection, component processing and assembly, and production process control according to the characteristics and complexity of the measured scene and the specific tasks handled.
Automatic inspection Automatic inspection is the most important application field of industrial vision system. Its advantage is that it can provide fast non-contact measurement, the inspection rate of parts can reach almost 100%, and the visual inspection machine is easier to install in the existing production system than the robot vision system. In many industrial production fields, automatic inspection is a necessary condition for realizing production automation. In the system of automatic conveying parts, even simple parts like screws must be inspected 100%, otherwise it will reduce the efficiency of the machine and even cause serious accidents. The tasks of automatic inspection mainly include completeness inspection, shape inspection and surface inspection:
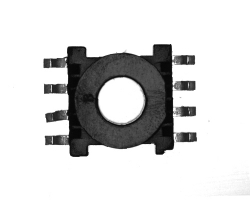
① Completeness inspection Inspect whether the parts on the component are complete and missing. Missing parts on components can have serious consequences. For example, if the cap of the engine valve spring is lost, the engine may be damaged.
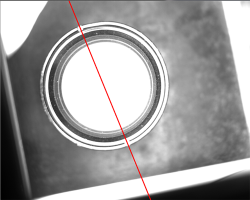
② Shape Inspection Examples in this area include inspection of simple parts such as screws or screws, inspection of the roundness of small discs, inspection of the size, shape and position of labels on packages or bottles. One of the most important applications of shape inspection is the inspection of printed circuit boards, including the detection of wire breaks, short circuits, protrusions, and the distance between two adjacent wires on the board.
③ Surface inspection This is an important step in quality control. For example, inspect the surface of steel plates, bearing components, enamel or glass. It is often necessary to inspect a series of differently shaped surfaces that pass through, and to be able to distinguish defect damage.
Component processing and assembly: The main visual task of this type of application is to determine the position and orientation of the component. Parts are usually transported or stored in containers, and their original position is disrupted during this process. Processes ranging from minor disturbances of pallets to component locations to boxing of components can confuse the original location. There is no universal solution to this. Several types of vision systems have been developed for robots to grab randomly oriented components on conveyors. However, such applications are not universal in the production process. During the chip soldering process, a vision system is needed to guide the welding position and assist the mechanical sorting of components by the vibration conveyor. When installing a motorcycle wheel with a robot, a vision system is also required to determine the position and orientation of the wheel hub. Most assembly tasks require visual and tactile coordination. Tasks such as inserting a needle into a hole can also be accomplished with a special mechanical system.
Production process control The most important application field of industrial vision system in production process control is welding control. In the automatic welding process, visual systems are often required to track welds due to differences in the preparation of weldment connections and inaccurate positioning and thermal distortion that occur during welding. In arc welding, glare and splashes make image analysis difficult. A special shutter has been developed for this purpose, which opens only during the short circuit of the process. In immersion arc welding, the welding process does not interfere with the visual system. The industrial vision system is also used to read out the features of the parts or the bar codes affixed to them to assist in the allocation of parts during production. --Industrial lens

attention
Shenzhen Dehong Vision Technology Co., Ltd.
Phone: 137 2892 0823
Fax: 0755-2372-6873
Email: 908450505@qq.com
Website: en.dhkj123.com
Address: 19th Floor, Goldman Sachs Building,
No. 18 Shajing Center Road, Baoan District, Shenzhen
137 2892 0823
Service Hotline